Механический способ обработки торцов труб всегда предпочтительнее, так как не вызывает изменений механических и физических свойств металла, которые в случае термического воздействия приводят к повышению твердости и ломкости торца трубы.
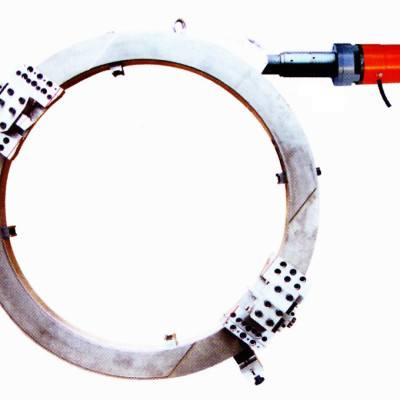
Оборудование для снятия фаски с труб предназначено для выполнения операций торцевания, снятия фасок наружных и внутренних. Станки для снятия фаски крепятся на внутренней стенке трубы с помощью 3-х самоцентрирующих «разжимных» кулачков (рис. 1). В комплекте с каждым агрегатом для разделки кромки под сварку поставляются комплекты накладных кулачков для настройки на нужный диапазон диаметров труб, для которых предназначен станок.
Преимущества станков для обработки труб под сварку:
- Механическая обработка позволяет получить качественную кромку без образования зон термовлияния.
- Перпендикулярность торца — способ крепления тремя разжимными кулачками надежно закрепляет агрегат для снятия фаски, базируя его вдоль оси трубы, и обеспечивает перпендикулярность торца к оси трубы после обработки.
- Портативное исполнение позволяет применять станки для снятия фаски «по месту» на монтажных и ремонтных задачах.
- Пневмопривод опционально позволяет расширить сферу применения торцовок в условиях, требующих повышенную безопасность.
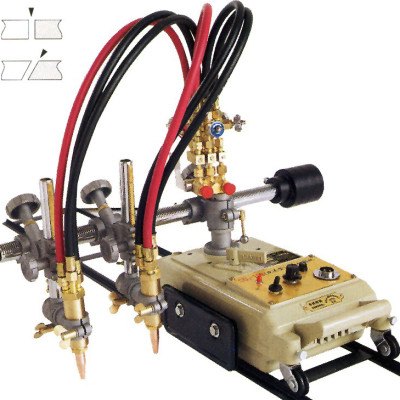
Модели с индексом 1 (последняя цифра в маркировке) предназначены для труб с толщиной стенки до 15-20мм. Принцип работы машин для разделки кромки нагляден и понятен. Резцовые головки торцовок имеют несколько резцедержателей от 2 до 4 (количество зависит от модели), что дает возможность установить одновременно несколько различных по назначению резцов и выполнять несколько операций одновременно, например, торцевание, снятие наружной фаски. Осевая подача резцовой головки осуществляется вручную, что позволяет контролировать режим резания. Рукоятка подачи имеет лимб для контроля осевой подачи резцов. Все модели трубных торцевателей могут выполняться с электрическим или пневматическим приводом.
Модели с индексом 2 для толстостенных труб стенкой от 15мм и выше. В этих станках использован способ обработки так называемый SPM (Single Point Machining), внешне похожий на токарную обработку, где вращается не деталь, а инструмент. Резец при обработке перемещается по спирали от наружного диаметра к центру. Резцедержатель имеет один резец и регулируемый угол наклона, что позволяет получать фаску под различными углами одним резцом. Радиальная подача резца выполняется автоматически. Снятие фасок на толстостенных трубах выполняется в несколько проходов. За один проход рекомендуется выполнять разделку на глубину не более 5-7мм. Затем выполняется настройка торцовки для следующего прохода. Каждый проход выполняется в автоматическом режиме.
Если необходимо кроме механической обработки торца трубы также выполнить отрезку трубы, мы рекомендуем применять разъемные труборезы серии SD, которые позволяют сделать это за одну установку одновременно. Труборезы серии SD имеют те же преимущества — механическая отрезка/обработка торца, перпендикулярность торца к оси, компактные и легкие, электро- или пневмопривод.